








ಈ ತೆಳುವಾದ ಗೋಡೆಯ ಭಾಗಗಳನ್ನು ಹೇಗೆ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ?

ಮೆಟಲ್ ಸ್ಪಿನ್ನಿಂಗ್ ಎನ್ನುವುದು ಶೀಟ್ ಮೆಟಲ್ಗಾಗಿ ಸಮ್ಮಿತೀಯ ತಿರುಗುವಿಕೆಯ ರಚನೆಯ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಸ್ಪಿಂಡಲ್ ಖಾಲಿ ಮತ್ತು ಮೋಲ್ಡ್ ಕೋರ್ ಅನ್ನು ತಿರುಗಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ, ಮತ್ತು ನಂತರ ರೋಟರಿ ಚಕ್ರವು ತಿರುಗುವ ಖಾಲಿಗೆ ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ. ನೂಲುವ ಯಂತ್ರದ ಮುಖ್ಯ ಶಾಫ್ಟ್ನ ರೋಟರಿ ಚಲನೆ ಮತ್ತು ಉಪಕರಣದ ಉದ್ದ ಮತ್ತು ಅಡ್ಡ ಫೀಡ್ ಚಲನೆಯಿಂದಾಗಿ, ಈ ಸ್ಥಳೀಯ ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪವು ಕ್ರಮೇಣ ಸಂಪೂರ್ಣ ಖಾಲಿಯಾಗಿ ವಿಸ್ತರಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಟೊಳ್ಳಾದ ತಿರುಗುವ ದೇಹದ ಭಾಗಗಳ ವಿವಿಧ ಆಕಾರಗಳನ್ನು ಪಡೆಯುತ್ತದೆ.
ಪ್ರಕ್ರಿಯೆ ವೆಚ್ಚ: ಅಚ್ಚು ವೆಚ್ಚ (ಕಡಿಮೆ), ಏಕ ತುಂಡು ವೆಚ್ಚ (ಮಧ್ಯಮ)
ವಿಶಿಷ್ಟ ಉತ್ಪನ್ನಗಳು: ಪೀಠೋಪಕರಣಗಳು, ದೀಪಗಳು, ಏರೋಸ್ಪೇಸ್, ಸಾರಿಗೆ, ಟೇಬಲ್ವೇರ್, ಆಭರಣ, ಇತ್ಯಾದಿ.
ಇಳುವರಿ ಸೂಕ್ತವಾಗಿದೆ: ಸಣ್ಣ ಮತ್ತು ಮಧ್ಯಮ ಬ್ಯಾಚ್ ಉತ್ಪಾದನೆ


ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟ:
ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟವು ಹೆಚ್ಚಾಗಿ ಆಪರೇಟರ್ ಕೌಶಲ್ಯ ಮತ್ತು ಉತ್ಪಾದನಾ ವೇಗವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ
ಯಂತ್ರದ ವೇಗ: ಭಾಗದ ಗಾತ್ರ, ಸಂಕೀರ್ಣತೆ ಮತ್ತು ಶೀಟ್ ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ಮಧ್ಯಮದಿಂದ ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ವೇಗ
ಅನ್ವಯವಾಗುವ ವಸ್ತುಗಳು:
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಹಿತ್ತಾಳೆ, ತಾಮ್ರ, ಅಲ್ಯೂಮಿನಿಯಂ, ಟೈಟಾನಿಯಂ, ಮುಂತಾದ ಬೆಚ್ಚಗಿನ ಲೋಹದ ಹಾಳೆಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ.
ವಿನ್ಯಾಸ ಪರಿಗಣನೆಗಳು:
1. ಮೆಟಲ್ ಸ್ಪಿನ್ನಿಂಗ್ ತಿರುಗುವಿಕೆಯ ಸಮ್ಮಿತೀಯ ಭಾಗಗಳ ತಯಾರಿಕೆಗೆ ಮಾತ್ರ ಸೂಕ್ತವಾಗಿದೆ, ಮತ್ತು ಅತ್ಯಂತ ಆದರ್ಶ ಆಕಾರವು ಅರ್ಧಗೋಳದ ತೆಳುವಾದ-ಶೆಲ್ ಲೋಹದ ಭಾಗಗಳು;
2. ಲೋಹದ ಸ್ಪಿನ್ನಿಂಗ್ನಿಂದ ರೂಪುಗೊಂಡ ಭಾಗಗಳಿಗೆ, ಆಂತರಿಕ ವ್ಯಾಸವನ್ನು 2.5 ಮೀ ಒಳಗೆ ನಿಯಂತ್ರಿಸಬೇಕು.

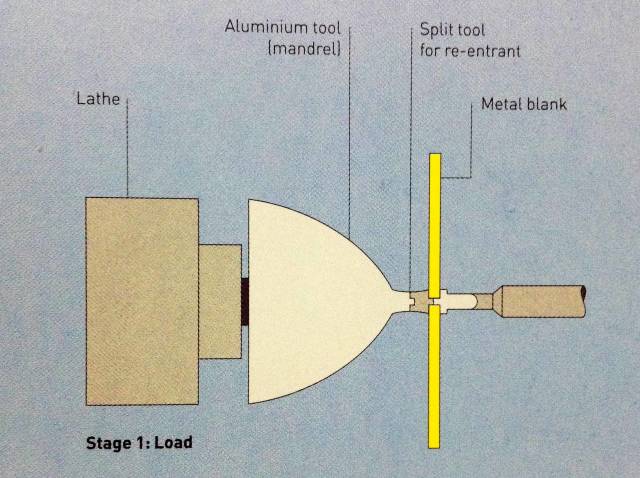
ಹಂತ 1: ಮೆಷಿನ್ ಮ್ಯಾಂಡ್ರೆಲ್ನಲ್ಲಿ ಕತ್ತರಿಸಿದ ಸುತ್ತಿನ ಲೋಹದ ಹಾಳೆಯನ್ನು ಸರಿಪಡಿಸಿ.
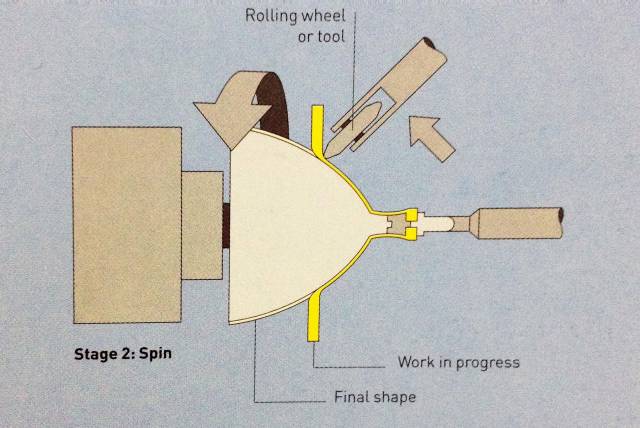
ಹಂತ 2: ಮ್ಯಾಂಡ್ರೆಲ್ ವೃತ್ತಾಕಾರದ ಲೋಹದ ತಟ್ಟೆಯನ್ನು ಹೆಚ್ಚಿನ ವೇಗದಲ್ಲಿ ತಿರುಗಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಲೋಹದ ಫಲಕವು ಅಚ್ಚಿನ ಒಳ ಗೋಡೆಗೆ ಸಂಪೂರ್ಣವಾಗಿ ಹೊಂದಿಕೊಳ್ಳುವವರೆಗೆ ಓಟಗಾರನೊಂದಿಗಿನ ಉಪಕರಣವು ಲೋಹದ ಮೇಲ್ಮೈಯನ್ನು ಒತ್ತಲು ಪ್ರಾರಂಭಿಸುತ್ತದೆ.
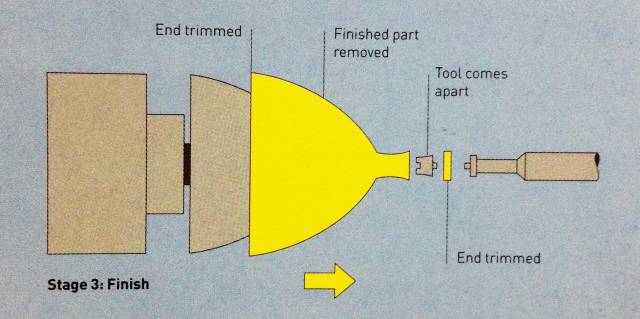
ಹಂತ 3: ಮೋಲ್ಡಿಂಗ್ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಮ್ಯಾಂಡ್ರೆಲ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಭಾಗದ ಮೇಲ್ಭಾಗ ಮತ್ತು ಕೆಳಭಾಗವನ್ನು ಡಿಮೋಲ್ಡಿಂಗ್ಗಾಗಿ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.
ನಿಮ್ಮ ಸಂದೇಶವನ್ನು ನಮಗೆ ಕಳುಹಿಸಿ:
-

ಅಲ್ಯೂಮಿನಿಯಂ CNC ಯಂತ್ರ ಭಾಗಗಳು
-

ಅಲ್ಯೂಮಿನಿಯಂ ಶೀಟ್ ಮೆಟಲ್ ಫ್ಯಾಬ್ರಿಕೇಶನ್
-

ಆಕ್ಸಿಸ್ ಹೆಚ್ಚಿನ ನಿಖರ CNC ಯಂತ್ರ ಭಾಗಗಳು
-

ಇಟಲಿಗಾಗಿ CNC ಯಂತ್ರದ ಭಾಗಗಳು
-

CNC ಯಂತ್ರ ಅಲ್ಯೂಮಿನಿಯಂ ಭಾಗಗಳು
-

ಆಟೋ ಭಾಗಗಳ ಯಂತ್ರ
-

ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹ ಫೋರ್ಜಿಂಗ್ಸ್
-

ಟೈಟಾನಿಯಂ ಮತ್ತು ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹ ಫಿಟ್ಟಿಂಗ್ಗಳು
-

ಟೈಟಾನಿಯಂ ಮತ್ತು ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹ ಫೋರ್ಜಿಂಗ್ಸ್
-

ಟೈಟಾನಿಯಂ ಮತ್ತು ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹದ ತಂತಿಗಳು
-

ಟೈಟಾನಿಯಂ ಬಾರ್ಗಳು
-

ಟೈಟಾನಿಯಂ ತಡೆರಹಿತ ಪೈಪ್ಗಳು/ಟ್ಯೂಬ್ಗಳು
-

ಟೈಟಾನಿಯಂ ವೆಲ್ಡೆಡ್ ಪೈಪ್ಸ್/ಟ್ಯೂಬ್ಸ್